







Let your laser multitask
In-process laser marking can tell a part’s story, save time, and reduce errors

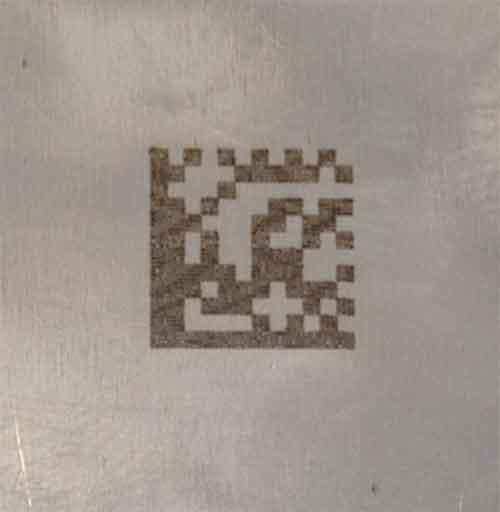
A QR code can be as small as ¼ in. by ¼ in., but it needs to be large enough so the graphical content will be readable. Photo courtesy of Bystronic Inc.
Add one more job to a laser’s to-do list. Have the laser etch or engrave myriad information on each component before it moves on to the next process.
The laser’s fine point of light can be programmed to add essential data to each piece and eliminate the need to move parts to stand-alone equipment for marking.
Human readables like logos and serial numbers can be added as part of the laser process. Or information like part or batch numbers can join data encoded in sophisticated, faster-to-mark quick-response (QR) matrix bar codes. Traceability information beginning with the raw material source, print revision level, who provided what processes at what time, and where the part is headed next is just some of the information that can be stored in a code. The type and amount of information that can be marked into the small, scannable icon as the part is being laser processed is virtually limited only by the available space and imagination.
Frank Arteaga, head of product marketing at Bystronic, said, “You can laser-mark an alpha and/or numeric identifier directly on the part, but that can be time-consuming. Include that information in a QR bar code and a lot of data can be made available via the little graphical icon in as little as five or 10 seconds per part during the laser process.
“The actual time involved with marking will depend on the details of the readable information or the complexity and amount of information to be included in a code.”
Immediate Part Data
Extending a laser’s green-light time to incorporate the marking task has become more acceptable as laser operation costs have come down and the amount of information that can be captured and recorded on the part has gone up. In-process marking can be a cost-saving advantage for quality control, downstream errors can be avoided, and the time involved with a separate marking process can be eliminated. All can equate to shop floor savings.
In high-quantity production lines where parts are constantly on the move, a flexible laser head using light as the marking stylus makes it possible to accomplish the tasks while parts are in motion.

A Rofin laser marking system laser can be incorporated into a production line to mark parts on-the-fly. Photo courtesy of Rofin Laser Marking.
Jake Wieloch, Rofin Laser Marking’s regional technical sales manager for Upper Midwest and North American automotive, said, “The light allows the part to be tracked and marked while it is moving. That’s a different capability than what is available with a pinstamp or inkjet marking. The system gives feedback as to how fast the part is travelling, so the marking can keep up with the motion. Then the system’s camera can read the mark and verify that it is correct. This can all happen while the part is in motion as part of the laser process rather than as an independent step.
“Part tracking information can be part of the QR code so each part can be traced all the way down the line. A lot of automotive customers are using this technology to record different test results at each step of production and put the information into a database. If they have a problem at final testing, they can go back and say this part was done at station B at 2:30 in the afternoon and at 2:32 we had a problem at the station. That time parameter lets them go back and check a limited number of parts from the line rather than the parts from the entire shift. They use the traceability to save money and make things better.
“It has become more economical to run these lasers. The power usage has come down to where you are spending pennies per hour. Twenty years ago that number was at dollars per hour.”
Q for QR and QC
Production path data to ensure that downstream processes are correctly performed can be embedded in a part’s QR icon. As the batch of parts arrives at the next operation, the bar code’s pixel pattern can verify what needs to be done. A scanner available from the OEM or an app downloaded to a tablet or iPhone® will reveal the information.
Arteaga said, “For example, if a QR icon has been added to the parts, it can direct them to the press brake as the next process. Let’s say the operator scans the code on the first part of the batch. The correct program can be identified and accessed to avoid any issues with inadvertently calling up a program that might have had changes or a program designated for a similar part.”
Sorting and assembly are areas where a quick scan of part details as it exits the laser process can ensure that the part is directed to the proper bin or that it ends up being put into the correct kit.
Where to Mark
Choosing where a mark should be located, how large it should be, and when it should be added during the laser process are guided by the marking software.
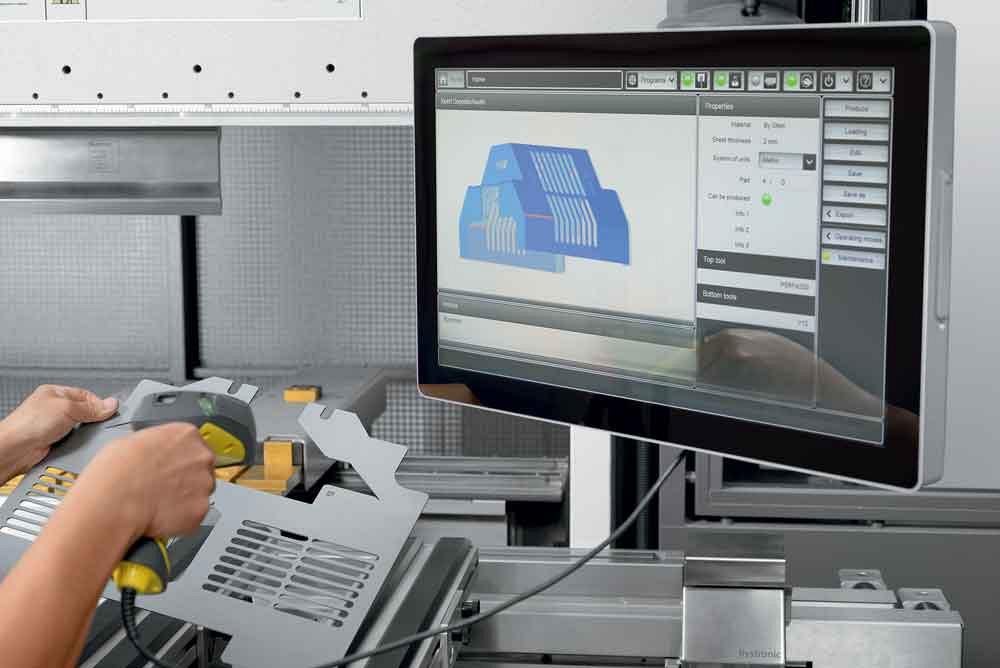
A QR code added to a part during laser processing is scanned to identify and select the correct bending program. Photo courtesy of Bystronic Inc.
Regardless of the type of markings to be made, the field size--the dimensions of the area where the laser can apply a mark--will be involved in determining placement. Field size is determined by the laser’s lenses.
“The part is graphically represented on the computer screen while programming the laser process. The programmer basically chooses the information to be included, chooses where to place the mark on the part, and clicks,” Arteaga said. “If a QR code is being used, the software will collect the selected information and create the code.
“A QR code can be small, but you have to make sure the graphical content on the icon is readable. I’ve seen codes as small as ¼ inch but if it contains more complex information, it may have to be ½ in. or larger,” Arteaga continued. “If the resulting mark is human-readable, it will need to be large enough to be seen without difficulty.”
Wieloch said that the software protects against marking in an inappropriate space. “It’s like trying to write outside the size of a piece of paper. It won’t work. You have your background information that says how big your paper is going to be and it will yell at you if you go outside of that space. You’ll get an error message.”
Old or New Lasers
A new laser isn’t always needed to begin in-process laser marking. The age of the equipment and what is going to be marked will determine whether or not marking can be integrated into an existing laser system. Those details need to be discussed with the laser manufacturer.
If a new laser is considered, many laser prices, along with their operational costs, have come down. “Prices are becoming more reasonable, and lasers are lasting 10, 15, or 20 years,” said Wieloch. “Another nice thing about using lasers for marking is that you are not wearing things out. You are using light, so there are really no consumables. There are no pins to change as tips wear or ink to change. The lack of consumables also makes it an environmentally friendly process.”
“In-process marking is gaining usage,” said Arteaga. “It’s the next step in marking.”

A combination of human-readable information and data embedded in a QR code was added to a curved surface. Photo courtesy of Rofin Laser Marking.
Associate Editor Sue Roberts can be reached at sroberts@canadianfabweld.com.
Bystronic Inc., 847-214-0300, www.bystronicusa.com
Rofin Laser Marking, 978-635-9100, www.rofin.com
Detailed information to simplify tracking can be embedded in QR codes that are etched or engraved as part of the laser process. Software like Bystronic’s PartID, a function of BySoft 7 CAD/CAM software, generates the code. Photo courtesy of Bystronic Inc.


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
CWB Group launches full-cycle assessment and training program

2
Achieving success with mechanized plasma cutting

3
3D laser tube cutting system available in 3, 4, or 5 kW

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
Welding system features four advanced MIG/MAG WeldModes
