







Business of Welding: How heat affects your profits
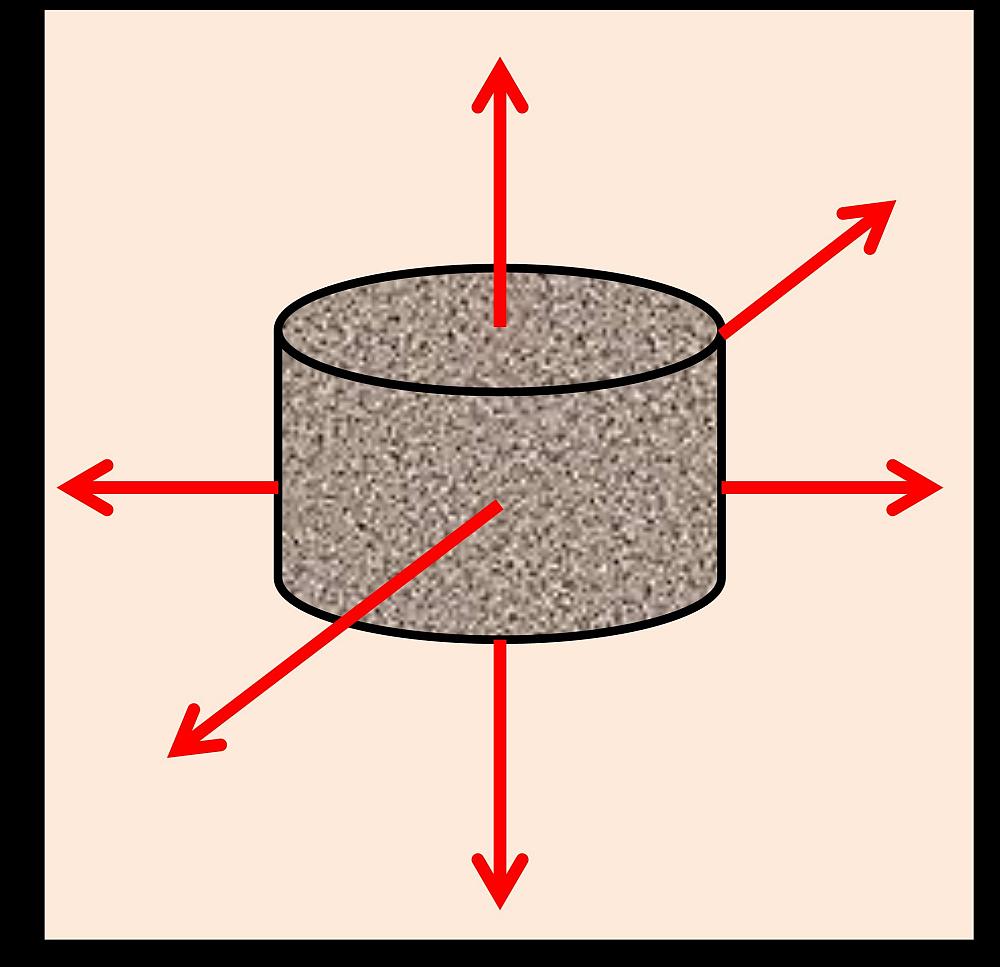
Figure 1 - A piece of metal that is heated expands equally in all directions unless it is restrained.
Fabricators may feel quite confident that they have the effects of heat energy creation controlled and tamed, but it is this complacency that still rears up its ugly head like a venomous snake and strikes them in ways that can not only create huge repair costs and lawsuits, but also take lives.
It is what you cannot see with the naked eye that can be the most dangerous problem in the fabrication world. When training or instructing your employees, or even if you are a company of only one, it is always beneficial to review the basics of what heat does to a fabrication.
Consider this article as a refresher in the very basics.
Rub two sticks together and you will feel the heat. Rub your hands together and you will feel the heat. Miss a business loan payment to your banker and you feel the heat too.
Every day we deal with the effects of heat. And we control its energy in a multitude of ways and do it in ways that may seem contradictory. With heat energy control we both cook our food and refrigerate it. With heat energy control we both heat and cool our homes. With heat energy control we both run our car engines and cool the engine.
And in the manufacturing world, the control of heat is what fabricators do to make money. Welders control heat to make a weldment. Machinists control heat on lathe and milling machines. Press operators and stampers control heat generation. And everyone, without maybe even thinking about it, does all of this at the microscopic grain level. But more on this last part later.
Fabrication is all about heat. Or to put it more accurately, it is all about controlling an intentionally made heat source or an unintentionally made heat source to join, bend, compress, expand, ream, cut, or otherwise mutilate one or more pieces of metal to remake its shape and form it into something that we can sell to a customer.
Now consider all the places that welding fabricators do this. They do it on the ground, under water, in the air, and in outer space. People have been using heat to fabricate metal for thousands of years, and the first known foundry bellows may be over 5,000 years old, so it is not as if heat control should be a concept new to a modern fabricator.
You have probably heard the expression, “It's cold enough to freeze the balls off a brass monkey.” Back in the days of wooden warships, when some of the battle ordnance consisted of iron cannon balls, to prevent the iron cannon balls from rolling around on the swaying warship like bowling balls on steroids, the crew placed them on a sheet of hammered brass that had dimples pounded into it. The cannon balls piled on it stayed on it and didn’t roll around like bulls in a china shop and break things like the sailors’ legs.
If the weather got brutally cold, the brass dimples of the brass monkey shrunk more than the iron balls and so pushed the iron cannon balls off them, causing the balls to roll around the swaying deck. This is easy enough to explain as brass expands and contracts more than iron does as the temperature changes. It is known as the coefficient of expansion.
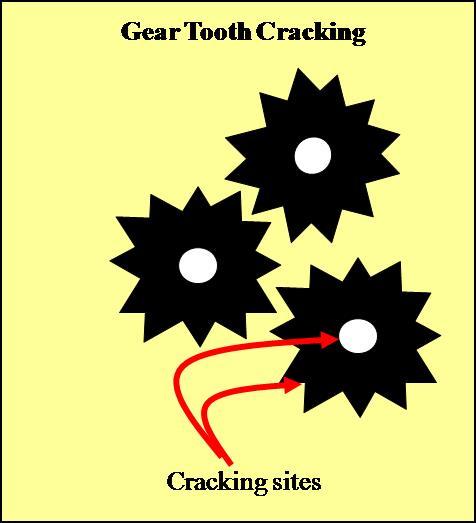
Gears can be a challenge to weld because of the inherent heat sinks of the shape.
Coefficient of expansion is actually a simple concept. As we heat a piece of metal, it expands in all directions at the same time (see Figure 1), unless of course it is held rigidly between two immovable objects, such as the heads of a vise. Different alloys expand and contract at different rates. We see the effects at the macro level, but it is the effects at the micro level that will really hurt us.
A very interesting thing can happen when metal is heated that is restrained in two directions, such as stuck pipe fittings. Even a snipe on a wrench handle may not loosen a seized fitting. Using the technique of constrained expansion, if we heat the seized fitting we want to remove, it will expand in the only directions it can, and that is vertically. Horizontally it will be prevented from expanding because of the other fitting, which acts like the jaws of a vise.
If heated--not enough to change color, but simply enough to get it very hot--and then allowed to slowly cool to room temperature, by the science of reverse controlled expansion, the fitting will proceed to shrink equally in all directions even though it is constrained in the horizontal direction. Minimal effort with a wrench will then loosen it (see Figure 4).
This is an excellent example of how fabricators control heat to accomplish a task--and make or save money. In this case, two seized fittings were separated without damage to the threads or reducing the integrity of either one, and so no replacement had to be purchased.
But consider the possible damage at the micro level of constrained expansion. That heat energy has to go someplace, much like the buttons of our shirts after an awesome Thanksgiving dinner, and something has to give. A plumbing fitting may not be under a huge amount of physical forces, but what of a pressure vessel ?
Now let's clarify something very important. We will assume that we all understand that metal comprises grains, and that these grains are much like the cells in our body. Heat affects them. If we expose the cells of our skin to a heat source, such as the ultraviolet radiation of the sun, we get a sunburn and we kill off a layer of cells. They are changed forever.
If we heat the grains in metal, their shape alters due to the thermal laws of expansion. And if the temperature is high enough, we change the molecular types of the grains. We try to mitigate the effects of this heat on other parts of the metal with coolant liquids on lathes and heat sinks on weldments.
Heat sinks affect fabricator profits because they can pop up just about anywhere. Trying to fix a crack in a gear tooth can create more cracks. The irregular shape causes different heat transfer issues because the controlled expansion has gone wrong. As the gear increases in size in all directions, locations such as the hole, or more specifically the inner circumference of the holes, are under a great deal of compression forces. The tooth flank (root) semi-circle is likewise trying to expand. The cracks can be microscopic in size, and no amount of post heat treating will fix them. Once put in service, the gear can catastrophically fail, as shown in Figure 2.
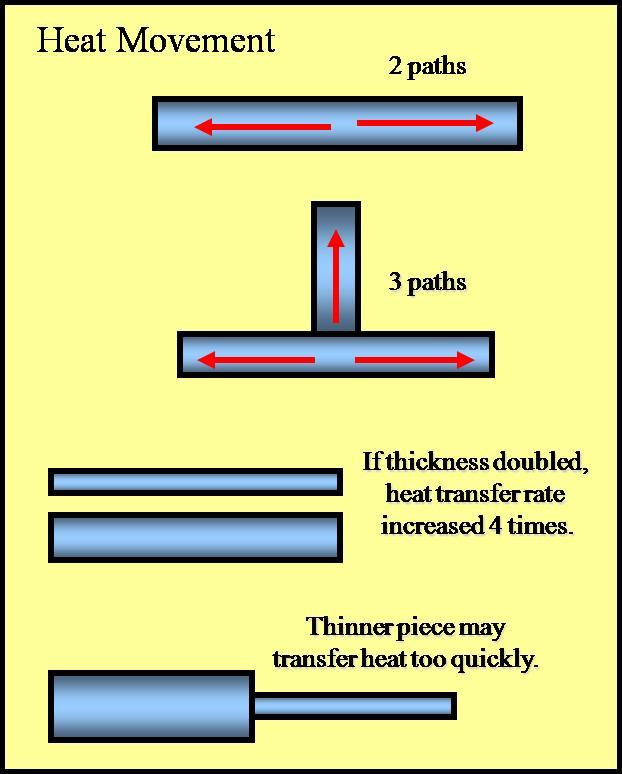
Figure 3 - Besides the alloy type, heat transfer through a fabrication depends on a variety of factors.
Heat energy moves through metal at a rate that depends on such things as the alloy type, shape, size, available heat transfer paths, and the rate at which heat energy in applied (see Figure 3).
However, just like our skin cells are forever changed after a heat energy source is applied to them, so are the grains in metal. By heat treatment methods such as annealing, quenching, normalizing, and others, we try to impart the original metallurgical properties to the metal or to achieve the physical properties that we want, such as tensile strength. This is how fabricators control heat to make money.
But, and this is a big but, if we are trying to get back the original physical properties of the piece of metal, we are out of luck. This is why physical properties of alloys have a range of values instead of an exact value. For example, the ultimate tensile strength of a steel may be listed as 400-550 MPa. This gives the fabricator wiggle room after post-fabrication heat treatment.
The best way to illustrate the damage of heat energy input into a fabrication at the microscopic level is to crumple a sheet of ordinary kitchen aluminum foil. After we add a heat energy source (and even crumpling adds heat at the microscopic level) the foil can never be put back into its original shape. Holes, cuts, ridges, and other deformities will always be there. No amount of heat treatment will restore it. The damage is done at the microscopic level, although we can obviously see the damage at the macro level too (see Figure 4).
The speed at which heat energy is applied affects every type of fabrication. In operations such as welding and milling, the length and width of the thermal gradients can be controlled by the speed at which the operations are done (see Figure 5). The effects of the thermo gradients can be reduced by post-heat treatment, but once again, the damage done at the microscopic level cannot always be removed entirely.
Two fabrication methods rely on speed to try to reduce and eliminate the effects of heat energy input. One is the stamping process, such as is used to punch out car door panels, and the other is the explosive welding technique used to fabricate space shuttle parts. The energy is added so quickly that the metal grains have no time to change their physical properties. There is damage at the microscopic level, but it is less than if the door panels had been cut with a torch or the shuttle fuselage fabricated in a different way.
Many fabricators rely on grinding and polishing of their components after they are formed or welded. Another way to illustrate the differences of heat energy at the metal grain level is with the spark test. Many decades ago when I obtained a welder fitter ticket, as part of the final test I had to identify a dozen different alloys according to the spark they made when put to a grinding wheel.

Figure 4 - After a piece of aluminum foil is crumpled, it can never be put back into its original pristine shape, no matter what heat treatment is used.
The spark shape and colour depend on the carbon content and the alloy content. Now fabricators have automated spark testing to remove the need for operator skill and experience. The testing relies upon spectroscopy and other methods to categorize the spark pattern. Differences between two materials that give off sparks that are indistinguishable to the human eye can be identified.
But for fabricators, grinding and polishing processes, which are another type of heat energy input, can damage the base metal beyond what post-heat treatments can fix. The finest polishing process still leaves microscopic evidence of heat damage.
Heat input energy is something that fabricators deal with every day. To reduce its effects, they take mitigating steps in a variety of ways before, during, and after fabrication.
This is how you make money in the fabricating world. But to be really good at what you do and to maximize your profits, always keep in mind what happens to a piece of aluminum foil when you crumple it. It will never be as good as new, no matter what you do to it. So no matter how good you think your fabrication is, at the microscopic level, there may be things that disagree with your point of view.
Orest Protch facilitates seminars in basic welding and machining metallurgy for apprentice and journeymen welders, machinists, fabricators, and engineers across Canada. He can be reached at oprotch@hotmail.com. Photos by Orest Protch.
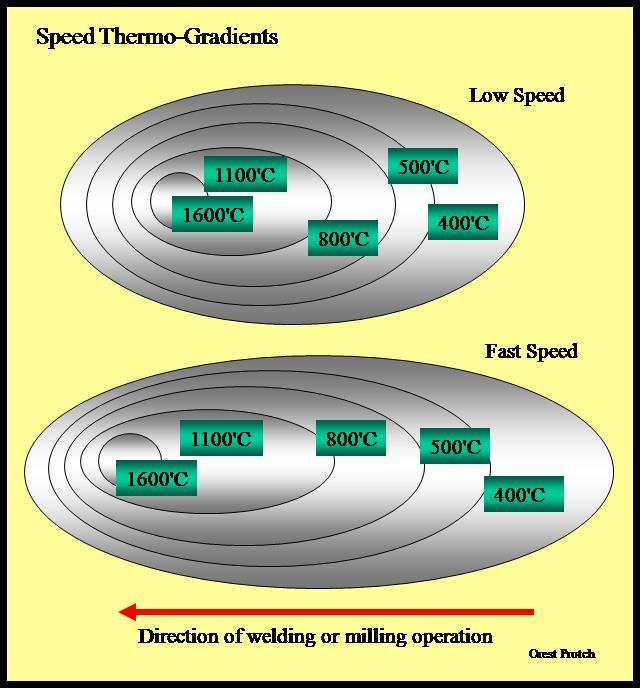
Figure 5 - Thermal gradients created by various fabrication methods can affect profits if the pieces fail once placed into service by the customer. They are a simplified form of weld fabrication heat treatment known as annealing.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free SubscriptionAbout the Author
About the Publication

- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Orbital tube welding webinar to be held April 23

2
Portable system becomes hot tech in heat treatment

3
Cidan Machinery Metal Expo 2024 to be held in Georgia May 1-2

4
CWB Group launches full-cycle assessment and training program

5
Achieving success with mechanized plasma cutting
